

Детали ходовой части бульдозера
Фланец 1043495 CR4672 ролика следа бульдозера одиночный подходящий для гусеницы Д9Н Д9Р Д9Т

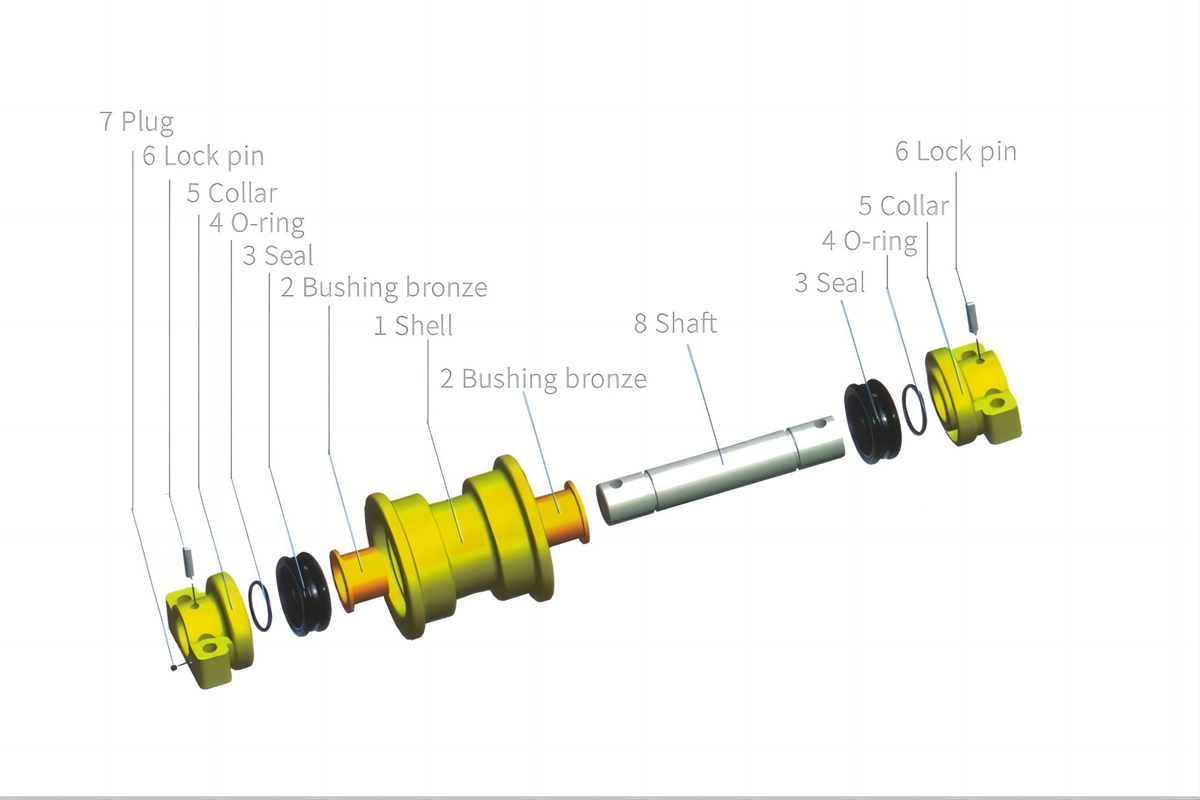
При разработке опорных катков больших бульдозеров мы уделяем больше внимания каждой детали, чтобы обеспечить стабильность и надежность качества продукции. Опорный каток для бульдозера с одним фланцем 1043495 CR4672, совместимый с Caterpillar D9N, D9R и D9T, является одним из наших ключевых продуктов. Пожалуйста, свяжитесь с нами для получения дополнительной информации.
Фланец 1043495 CR4672 ролика следа бульдозера одиночный подходящий для гусеницы Д9Н Д9Р Д9Т
Номер детали: CR4672, 104-3495, 196-9955, 7T1258, A01099N1M00
Этот опорный каток также совместим с D9N 1JD-1-UP D9N 6XJ-1-UP D9R 7TL-1-UP D9R 8BL-1-UP D9R ABK-1-UP D9R ACL-1-UP D9R JJB-1-UP D9T RJS -1-UP
К деталям ходовой части больших бульдозеров, таких как D9N, D9R и D9T, предъявляются более строгие требования к материалу, качеству поверхности, твердости и износостойкости вала опорных катков. Мы также выбираем уплотнительные кольца, уплотнения и смазочные материалы известных брендов и тщательно проверяем все компоненты опорного катка, чтобы обеспечить долгосрочную стабильную работу ходовой части бульдозера. Это помогает повысить эффективность работы бульдозера и создает ценность для наших клиентов.
Процесс термообработки одногусеничного катка Caterpillar D9N D9R D9T включает в себя несколько этапов, обеспечивающих его механические свойства и долговечность. Ниже приводится подробное описание процесса термообработки:
Нагрев: сначала заготовка ролика подвергается ковочной термообработке для достижения определенной температуры. На этом этапе обычно используются методы индукционного нагрева или нагрева в печи для контроля температуры.
Ковка: как только желаемая температура достигнута, материал подвергается ковке для повышения его прочности и структурной целостности.
Закалка: Остаточное тепло от ковки затем используется для закалки. Закалка предполагает быстрое охлаждение материала для изменения его микроструктуры, тем самым увеличивая твердость и износостойкость.
Закалка: после закалки ролик подвергается отпуску для снятия внутренних напряжений, возникающих в процессе закалки, и дальнейшей оптимизации механических свойств материала.
Поверхностная закалка: Для повышения твердости и износостойкости рабочей поверхности поверхность опорного катка необходимо подвергнуть поверхностной закалке. На этом этапе можно использовать индукционный нагрев, но важно отметить, что эффект индукции может быть слабее на закругленных углах и глубина закалки может быть небольшой.
Финишная обработка: после выполнения вышеуказанных этапов термообработки опорный каток требует финишной обработки, чтобы соответствовать требованиям точности.
Проверка качества. Наконец, опорный каток проходит комплексную проверку качества, чтобы убедиться в его соответствии техническим стандартам и требованиям к производительности.
В целом, процесс термообработки не только повышает твердость, износостойкость и прочность опорного катка, но и продлевает срок его службы. Однако этот процесс относительно сложен, имеет длительный производственный цикл, высокие энергозатраты и требует более высоких затрат.








Адрес : Building 17, Block 9, Section D, 27th Road, Chenghui International Hardware and Electrical City, Xiamei Town, Nan'an City, Quanzhou, Fujian Province
Электронная почта : info@kthpart.com
Вичат :

Пожалуйста, читайте дальше, оставайтесь в курсе, подписывайтесь, и мы будем рады, если вы поделитесь с нами своим мнением.



Авторские права
© 2026 Цюаньчжоу Футенг Машиностроительная Компания, ООО Все права защищены
.
Карта сайта
|
Блог
|
Xml
|
политика конфиденциальности
 ПОДДЕРЖИВАЕМАЯ СЕТЬ
ПОДДЕРЖИВАЕМАЯ СЕТЬ
Hi! Click one of our members below to chat on
 Русский
Русский English
English Русский
Русский Español
Español






